|
| voneinander abhängig (by torli) |
(english version below)
Wenn Unternehmen auf dem Weg zu einem Leanen-Unternehmen sind, dann stürzen sie sich häufig auf die Verschwendung, die überall deutlich herumliegt.
Klar, dass ist das, was ihnen von Büchern und Beratern gepredigt wird.
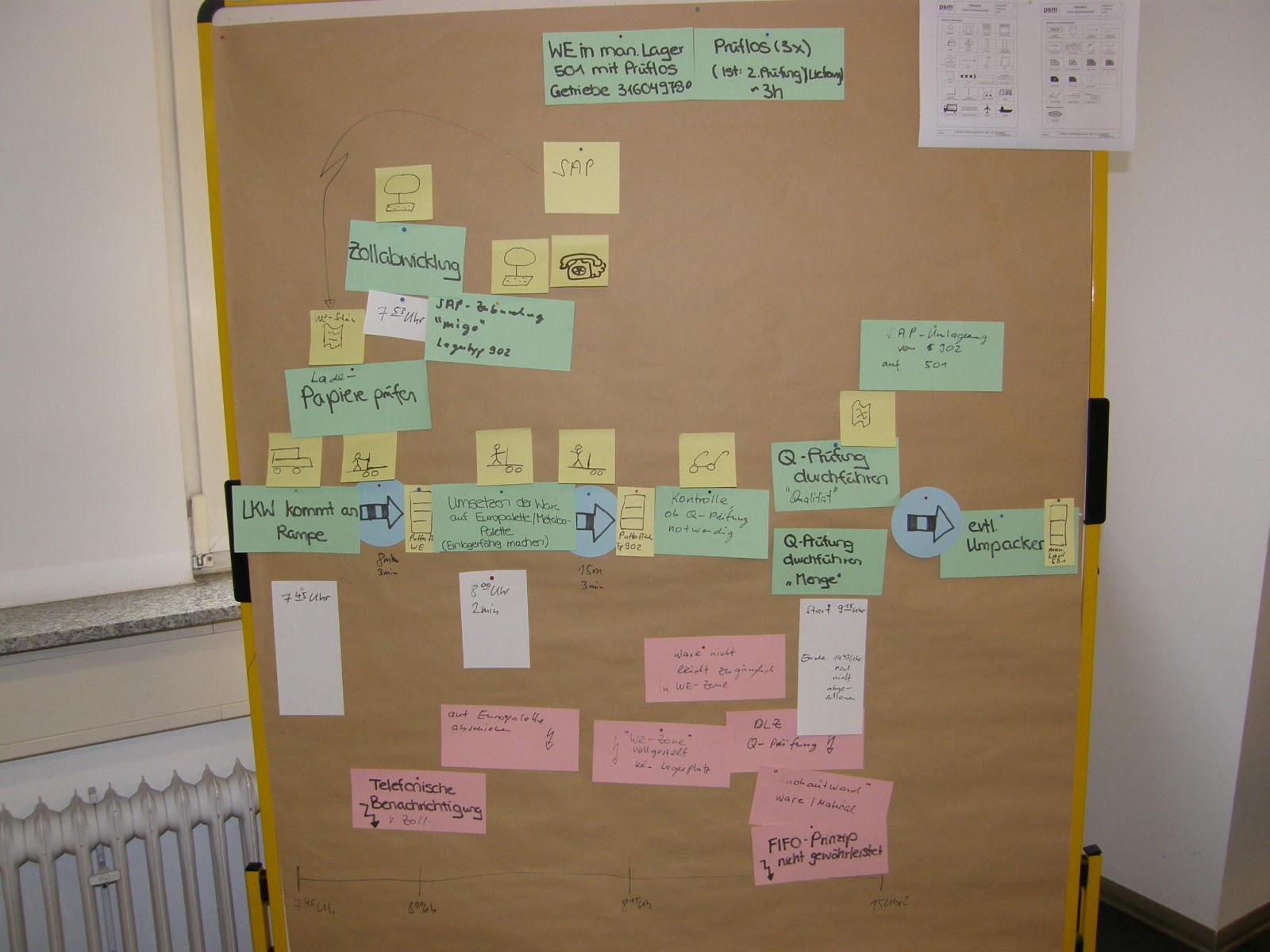
„Benutzt Tools, wie die Wertstromanalyse, um zu Erkennen wo Wertschöpfung entsteht und wo Verschwendung entsteht und bekämpft diese Verschwendung.“
Dann werden noch ganze Schulungskonzepte aufgestellt, um jeden im Unternehmen bei zu bringen, dass Verschwendung böse ist. Besonders beliebt ist hierbei der Film: Toast-Kaizen.
Je nachdem wie aufwendig dies getrieben wird, kann jeder Mitarbeiter die 7 Verschwendungsarten runter beten:
- Transport
- Inventory
- Motion
- Waiting
- Overproduction
- Over processing
- Defects
(benutze hier die englischen Begriffe, da ich das Acronym „Tim Wood“ ganz einprägsam finde)
Doch Verschwendung – bei Toyota muda genannt – kommt nicht allein daher.
Häufig wird es von zwei anderen Phänomenen begleitet bzw. verursacht: mura und muri.
mura beschreibt den Zustand der „Unausgeglichenheit“. Dieser Zustand tritt immer wieder auf, wenn Prozesse nicht ausbalanciert sind oder stoßweise angesteuert werden.
muri beschreibt den Zustand der „Überlastung“. Häufig verursacht ein unausgeglichener Prozess auch eine Überlastung für Mensch und Maschine, die in diesem Prozess arbeiten.
Wie bereits beschrieben sind die Unternehmen, die sich für Lean halten, mitlerweile ganz gut auf der Suche nach muda, vor allem, da es hierfür eine Menge an Tools und Schulungen gibt.
Da sich die drei M’s allerdings gegenseitig beeinflussen, sollte Ihr Blick sich auch für die anderen beiden Arten öffnen. Häufig wird Ihnen auffallen, dass Sie muda nicht ohne die vorherige Beseitigung der anderen beiden Verschwendungsarten eliminieren können.
—————————————————————————-
When companies are on the way to become a lean company, they often rush to eliminate the waste that’s lying around everywhere.
Sure, that’s what is preached to them from books and consultants. „Use the tools such as value stream mapping to recognize where value is created and where waste is hidden and fight the waste.“ Then training concepts are established to teach everyone in the company that waste is bad. Particularly popular for this is the clip: Toast Kaizen.
Depending on the effort of these programs, each and every employee can pray down the seven types of waste:
- Transport
- Inventory
- Motion
- Waiting
- Overproduction
- Over processing
- Defects
But waste – called muda at Toyota – comes not alone.
It is often accompanied or caused by two different phenomena: mura and muri.
mura describes the state of „imbalance“. This condition occurs repeatedly, if processes are not balanced or are driven intermittently.
muri describes the state of „overload“. Often an unbalanced process also causes an overload on man and machine working in this process.
As already described, the companies that consider themselves to be lean, are quite well in search of muda in the meantime, especially since there are a lot of tools and training for this.
Since the three M’s influence each other, your eyes should however be opened for the other two species. You will often notice that you can not eliminate muda without removal of the two other types of waste first.