
Podcast: Play in new window | Download
Subscribe: Apple Podcasts | RSS
![]()
Hallo,
herzlich Willkommen zur 19 Episode des Lean Lernen Podcast!
Zum Ende des Jahres war ich auf vielen Tagungen zum Thema Lean. Dort traf ich viele interessante Menschen, die sich alle für das Thema Lean genauso begeistern wie ich.
Wenn du das auch möchtest aber keine Lust hast auf Stundenlange PowerPoint Vorträge in einem Plenarsaal irgendeines Kongresshotels, dann kann ich dir nur das Lean Around The Clock Event empfehlen. Dort sprechen 24 begeisterte Lean Thinker über ihre Erfahrungen und das über 24 Stunden hinweg. Eine nicht ganz gewöhnliche Versanstaltung im Lean Umfeld.
Mehr infos findest du auf sehen-lernen.com/lean-around-the-clock – wenn du bei der Anmeldung angibst, dass du über mich auf das Event aufmerksam geworden bist, erhälst du 15% auf den eh schon supergünstigen Preis von 150€ für beide Tage.
Bei den vielen Kongressen sind mir zwei Dinge aufgefallen:
Die Lean Welt ist in zwei Richtungen unterwegs.
Auf der einen Seite kämpfen immer noch viele Menschen mit der „Einführung“ von Lean und vor allem dem ganzheitlichen Denken was dahinter steckt.
Lean ist nunmal mehr als Kanban, Andon-leuchten und Shopfloortafeln.
Es geht um eine Denkweise, sich, seinen Bereich und sein Unternehmen immer weiter zu verbessern. es geht darum an den Ort der Wertschöpfung zu gehen und sich selbst ein Bild der Lage vor Ort zu machen. Es geht darum den Status Quo zu hinterfragen und immer neue herausfordernde Zielzustände zu deifinieren. Auf diese Zielzustände entwickeln wir uns mittels Kaizen hin. Da wir mittlerweile aber in immer komplexeren Organisationen arbeiten, können wir dies nicht allein. Deshalb ist es wichtig im Team über Abteilungsgrenzen zu arbeiten und dies mit viel Respekt voreinander. Respekt heißt hier nicht nur, dass man sich freundlich dem anderen gegenüber benimmt, sondern seine Einwände und Ideen auch tatsächlich ernst nimmt und ihn nicht einfach für einen Sorgenträger abtut.
Diese 5 Elementaren Denkweisen machen meiner Meinung nach eine Lean Kultur aus
- genchi genbutsu
- herausfordern
- kaizen
- teamwork
- kaizen
(Buch-Tipp: 2 Second Lean )
)
In vielen Vorträgen auf dem Change to Kaizen Symposium kamen genau diese Denkweisen hervor. Vor allem wenn Führungskräfte von ihren erfolgreichen Transformationen in den Unternehmen berichteten. Fast alle haben bemerkt, dass sie integraler Bestandteil dieser Transformation sein müssen. Sie begannen sich mehr am Shopfloor zu zeigen und die Probleme der Mitarbeiter aufzunehmen. Dabei muss man jedoch achten das Ziel des Unternehmens nicht aus den Augen zu verlieren. Zu häufig passiert es, dass man anfängt die Probleme eines Bereiches zu sammeln und kommt dann gar nicht mehr zum abarbeiten dieser. Wichtig ist es immer wieder die Probleme auf das Ziel hin abzuklopfen. Also, wenn wir dieses Problem gelöst haben, bringt uns das einen Schritt näher an unser Ziel. Du hast einfach nicht unbegrenzt Ressourcen um alle Probleme in deinem Team zu lösen.
Ende November war ich dann auf dem KVP Kongress. Auch dort war klar, dass sich noch viele schwer tun mit der „Einführung“ von Lean. Ich hatte die Möglichkeit dort zwei Vorträge über Führungskräfte im KVP Umfeld zu halten und anschließend mit vielen der Teilnehmer darüber zu reden. Ich war erstaunt wie viele Unternehmen, auch sehr große, jetzt erst mit einer ganzheitlichen Einführung des Kaizen Gedankens anfangen. Vor allem haben diese keine Ahnung, was genau das bedeutet. In den Gesprächen kam immer wieder heraus, dass sie jetzt mal anfangen würden Whiteboards aufzustellen und tägliche Besprechungen einzuführen. Auf die Frage, was dann das größte Problem in der Abteilung wäre, die diesen Pilot durchführen sollte, konnte mir der Verantwortliche keine Antwort geben. Hier wird einfach wieder ein Werkzeug verwendet ohne das Problem verstanden zu haben.
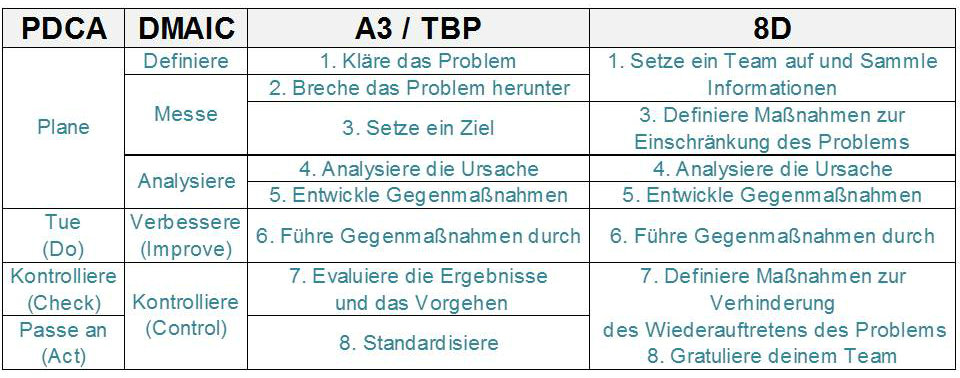
Deswegen ist es immer wichtig zu verstehen, welches Problem man gerade löst. Also immer vom Problem her kommen und dieses genau analysieren. Erst dann kann man sich geeignete Gegenmaßnahmen ausdenken. Um dieses Denken zu schulen gibt es Tools wie das A3 Problemblatt, die 8 Stufen Problemlösungsmethode oder auch TBP und natürlich die Verbesserungskata. Alle drei Methoden folgen dem gleichen Prinzip. Erst das Problem genau verstehen, dann eine Hypothese erstellen, was getan werden sollte, um das Problem zu lösen und ein Experiment durchführen. Wenn das Experiment erfolgreich war, wird nochmal darüber nachgedacht, ob auch das Erwartete eingetreten ist und ob man deswegen die Gegenmaßnahmen, die man getroffen hatte als Standardvorgehen gegen diese Art von Problem übernehmen kann.
Genau dieses Vorgehen haben auch Niklas Modig und Pä Ahlström in Ihrem Buch „Das ist Lean “ beschrieben. Ich hatte die Möglichkeit beide Autoren hier in Stuttgart auf einer Buchvorstellung zu treffen. Sie beschreiben in Ihrem Buch sehr anschaulich wie Toyotas Denkweise und Vorgehen bei der Problemlösung ist. Für einen erfahrenen Lean Thinker ist in dem Buch nichts neues zu finden, dennoch sind die Vergleiche und Beispiele sehr gut und vor allem stammen sie nicht aus der Produktion. Niklas Modig hat in seiner Zeit bei Toyota den Service Bereich analysiert und so sind viele Beispiele in dem Buch aus eher für Service und Administrative Aufgaben geeignet. Was meiner Meinung nach eine der nächsten wichtigen Entwicklungen im Lean Umfeld sein wird.
“ beschrieben. Ich hatte die Möglichkeit beide Autoren hier in Stuttgart auf einer Buchvorstellung zu treffen. Sie beschreiben in Ihrem Buch sehr anschaulich wie Toyotas Denkweise und Vorgehen bei der Problemlösung ist. Für einen erfahrenen Lean Thinker ist in dem Buch nichts neues zu finden, dennoch sind die Vergleiche und Beispiele sehr gut und vor allem stammen sie nicht aus der Produktion. Niklas Modig hat in seiner Zeit bei Toyota den Service Bereich analysiert und so sind viele Beispiele in dem Buch aus eher für Service und Administrative Aufgaben geeignet. Was meiner Meinung nach eine der nächsten wichtigen Entwicklungen im Lean Umfeld sein wird.
Lean Administration gibt es als Begriff schon sehr lange, leider gibt es viele Berater, die meinen, dass man mit ein bisschen Kanban im Materialschrank und 5S am Arbeitsplatz bereits Lean Administration eingeführt habe. Aber auch hier gilt es wieder darauf zu achten, was das Problem des Kunden mit der Abteilung ist und wie dieses gelöst werden kann.
Ein weiteres Phänomen das mir aufgefallen ist, ist dass vor allem Berater sich darüber Gedanken machen, was nach Lean kommt. Klar, sie wollen die nächste Methode haben, die sie ihren Kunden verkaufen können. Und so hört und liest man immer wieder: Was kommt nach Lean. Oder Lean 4.0 oder sonst was.
Diese Frage ist auch berechtigt, wenn man glaubt, dass Lean einzig und allein ein Effizienzsteigerungsprogramm ist. Wenn es nur darum geht, das Menschen in ihren PRozessen immer schneller und billiger arbeiten sollen.
Beim KVP Kongress gab es einen sehr spannenden Vortrag der Volkswagen AG zum Thema Industrie 4.0 und KVP. Die Kernessenz, die ich dabei herausnahm war die, dass Industrie 4.0 kein Paket ist, das man einfach installiert und den Schalter umlegt. Vielmehr ist es eine Entwicklung, die unsere Systeme wie wir zusammen arbeiten verändern wird und teilweise bereits begonnen hat. Wer KVP oder Kaizen hier richtig verstanden hat, nämclich als die Fähigkeit sich immer wieder Gedanken zu Problemen zu machen und diese analytisch zu lösen, wird Kaizen als wichtigen Faktor bei der Einführung von Industrie 4.0 begreifen. Die Lösungen sollten also wider vor Ort untersucht werden und auf den Kundennutzen abgeklopft werden. Wenn man gemeinsam herausfindet, dass ein Kundennutzen in einer engeren Kommunikation von Material und MAschine vorliegt, so werden in kleinen Schritten immer engere Netzwerke gekünpft. Ich glaube, dass Industrie 4.0 in erster Linie viel Marketing ist, aber im Kern ein wirklicher Nutzen für Firmen und Kunden da ist, wenn diese verstehen Ihre Prozesse nach ihrem Kunden auszurichten und nicht nach einem Softwareprodukt, dass ihnen ein Berater verkaufen will.
Ein weiterer wichtiger Punkt der beim letzten Lean Stammtisch besprochen wurde, ist der des New Work. Durch die immer weiter fortschreitende Digitalisierung unseres Lebens, verändert sich die Art der Kommunikation. Noch nie war es so einfach die Kommunikation maßentauglich zu machen. Wir können online petitionen und umfragen in windeseile erstellen und erhalten sofort feedback. Ich glaube, dass die veränderte art der kommunikation auch die Unternehmen treffen wird und sich diese über neue arten von Arbeit und der Kommunikation zwischen den Mitarbeitern einstellen werden müssen. Auch hier kann und wird Lean und vor allem natürlich Change Management eine entscheidene Rolle speilen. Zu diesem Thema werde ich aber in einem weiteren Podcast nochmal genauer eingehen.
Was solltest du aus deisem Podcast für dich mitnehmen?
Lean ist mehr als nur ein Effizienzsteigerungsprogramm in der Produktion.
Es ist eine ganzheitliche Denkweise mit den Kernelementen
- genchi genbutsu
- herausforderung
- kaizen
- teamwork
- respekt
Wichtig bei der „Einführung“ von Lean ist immer vom Problem her zu kommen und nicht mit dem Werkzeug anzufangen.
Industrie 4.0 und New Work sind momentan noch hauptsächlich Marketingbegriffe, unter denen aber immer mehr Werkzeuge entstehen. Es schadet nicht, dich immer wieder mit diesen Themen auseinander zusetzen. Denn um dein Probleme adequat zu lösen, musst du wissen, was für Werkzeuge es auf dem Markt gibt.








 RSS – Beiträge
RSS – Beiträge