Die erste Frage die ich mir gestellt habe war:
„Ja geht denn dass überhaupt. Ein Fabrik im Seminar, dass kann doch nicht realistisch sein!“
„Ja geht denn dass überhaupt. Ein Fabrik im Seminar, dass kann doch nicht realistisch sein!“
Durch den Titel, die Beschreibung sowie die Dokumentationen wurde mein Interesse geweckt und die Anmeldung war nur noch eine Formsache.
Der Tag des Seminars:
Nach einer kurzen Begrüßung und einer kurze Vorstellungsrunde der Teilnehmer vor der „Fabrik“, haben wir die ersten Informationen zum Ablauf und den Funktionen in der Fabrik erhalten.
Es traten die nächste Frage auf:
„Wie soll bei der bunten Mischung der Teilnehmer der Ablauf in der Fabrik funktionieren?“
Und natürlich: „Welche Rolle suche ich mir in der Fabrik aus!“
 |
| Die „Fabrik“ |
Nun war es soweit, wir durften die „Fabrik“ betreten und machen eine Rundengang.
Die Arbeitsplätze und Rahmenbedingungen werden vorgestellt. Der Material-, Informations- und Geldfluss wird mit Hilfe eines Wertstromdiagramms erklärt. Die Augen der Teilnehmer werden größer, die ersten Stirnfalten treten auf.
Und dann die große Überraschung!
Die Teilnehmer dürfen sich ihre Rollen in der Fabrik nicht selbst aussuchen, sonder die Aufgaben werden zugeteilt. Eine neue und spannende Erfahrung.
„Wie kann und soll ich meine Aufgabe bewältigen?“
Die Teilnehmer haben eine „fremde“ Funktion erhalten und können sich nicht in ihrer gewohnten Rolle bewegen.
Die erste Simulationsrunde steht an.
Jeder Teilnehmer hat zunächst die Möglichkeit sich mit seinem Arbeitsplatz vertraut zu machen. Dazu liegt an jedem Arbeitsplatze eine Arbeitsanweisung vor. Die ersten Probemontagen werden durchgeführt. Dann die Aufforderung, dass der Arbeitsplatz in den Ausgangszustand zurückgesetzt wird.
Die Simulation wird gestartet!
 |
| Ich durfte die Logistik übernehmen |
Es wird montiert, transportiert, neue Kundenbestellungen treffen ein, Montageaufträge werden eingesteuert, die Qualität wird geprüft, Nacharbeit wird ausgeführt, der Kunde wird beliefert, Rechnungen müssen erstellt und bezahlt werden.
Geschäftigkeit, ja teilweise Hektik breitet sich im Seminarraum, in der „Fabrik“, aus. Jeder ist auf seine Rolle konzentriert. Der Prozess wird von einem Teilnehmer beobachtet, doch hier zeigt sich ein Problem. Die Arbeitsabläufe an den einzelnen Arbeitsplätzen wiederholen sich nicht, da immer wieder Nebentätigkeiten und Störungen, wie z.B. Neuanforderung von Material, Reklamation von Fehlmaterial, durchgeführt werden müssen.
Dann das Ende der ersten Runde.
Einigen der Teilnehmer sind die Erschöpfung und der Stress deutlich anzusehen. Der erste Eindruck:
„Wir haben zwar immer gearbeitet, aber so richtig rund war der Ablauf nicht.“
Dann die bittere Wahrheit!
Es wurden die Kennzahlen ermittelt.
Wie viel Bestand ist in der Fabrik?
 |
| Meine Laufwege |
Wie viel Material wurde einkauft?
Wurden die Kundenaufträge pünktlich ausgeliefert?
….
Das Ergebnis war niederschmetternd. Wir haben einen Verlust eingefahren. Der Kunde ist unzufrieden, weil wir nicht pünktlich geliefert haben.
Die Wege der Logistik wurden durch die Seminarleitung anhand von einem Spaghetti-Diagramm dargestellt. Die Laufwege und Laufreihenfolge waren beeindruckend, da erübrigt sich jedes Sportprogramm.
Das Resümee:
„Wenn wir so weiter machen, dann überleben wir das nächste Geschäftsjahr nicht.“
 |
| Die Beobachterin konnte uns viele Verbesserungsmöglichkeiten aufzeigen |
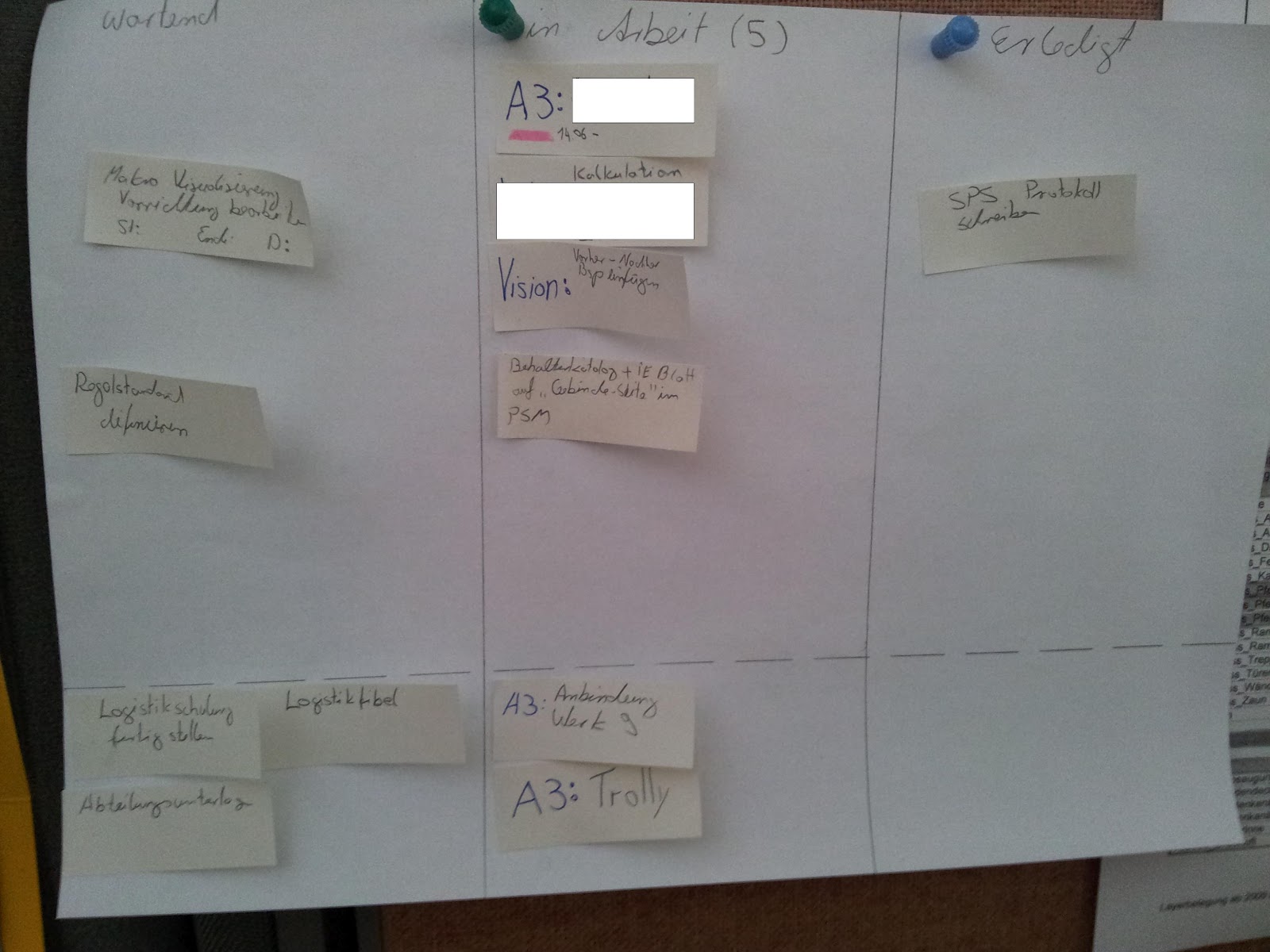
Im nächsten Schritt wurden die Probleme zusammengefasst, die die Mitarbeiter in der Fabrik in ihrer Tätigkeit festgestellt haben und was dem Beobachter aufgefallen ist.
Es wurde eine reine Problemerfassung ohne Lösungsvorschlag durchgeführt.
Eine spannende Erfahrung, da man doch immer sehr schnell mit Lösungen ist, ohne das eigentliche Problem zu kennen.
Auf Grund der Problemerfassung wurden 3 Teams gebildet, die die Optimierung der Bereiche Informationsfluss, Materialfluss und Arbeitplatzgestaltung bearbeiten sollten.
Von der Seminarleitung gab es die weitere Aufgabenstellung:
Optimiert die Fabrik und eine Position muss entfallen, d.h. ein Kollege / Mitarbeiter entfällt.
Ihr habt alle Freiheiten, legt los. Ihr könnten überall hin, wo ihr wollt. Ach ja, für die „neue Fabrik“ müsst ihr ein Wertstromdiagramm erstellen, an dem ihr die Abläufe erklären könnt, und alles muss in 1,5 Std. bis zum Start fertig sein.
 |
| Jetzt heißt es Tische rücken |
Schnell wurde klar, dass sich die einzelnen Teams nicht trennen sollten, um für sich alleine zu arbeiten, sondern dass ein ständiger Informationsaustausch zwischen den Teams stattfinden muss.
Es wurde beratschlagt, gerechnet, Arbeitsinhalte definiert und der zeitliche Aufwand ermittelt, Informationen ausgetauscht, verschiedene Lösungsansätze diskutiert. Die Teamleiter mussten der Seminarleitung immer wieder einen Zwischenbericht geben und ein festen Startpunkt nennen, an dem alles Aufgebaut ist und die Produktion wieder beginnen kann.
Die Zeit drängt, wir brauchen Entscheidungen. Die Umsetzung muss erfolgen.
Wie sieht die Lösung aus:
Wir führen ein Kanbansystem ein! Wir haben einen definierten Supermarktbestand, aus dem der Kunde schnell beliefert werden kann. Somit entfällt die Funktion der Produktionsplanung. Die separate Stelle der Nacharbeit entfällt ebenfalls, es werden nur gute Teile weitergeben, Nacharbeit wird ggf. durch die Mitarbeiter ausgeführt. Lager und Lieferant wird zusammengelegt, wir führen eine Konsignationsabwicklung ein.
 |
| Unser Wertstrom |
 |
| Die Rollen werden mit Hilfe des Wertstroms besprochen |
Schnell werden noch die Rollen verteilt und besprochen was jeder einzelne zu tun hat. Gut, dass wir hierfür schon ein Wertstromdiagramm unseres neuen Ablaufes haben.
Dieses wird im nächsten Schritt auch der Seminarleitung erklärt.
Jetzt muss sich unserer geänderter Ablauf in der „Fabrik“ in der Praxis beweisen.
Die Simulation wird gestartet.
Die Produktion startet, dass System ist mit ausreichend Material gefüllt, die Logistik muss noch keinen Behältertauschen durchführen. Und es treffen keine Kundenbestellungen ein, denn der Kunde hat Betriebsferien. Erste Nervosität macht sich breit, wir produzieren und der Kunde kauft nichts, der Supermarkt füllt sich. Jetzt endlich treffen die ersten Bestellungen ein. Der Kunde kann immer in der geforderten Zeit beliefert werden, alles läuft reibungslos. Doch auf einmal ist von einer Variante kein Bestand mehr im Supermarkt. Beim Rücklauf der Kanbankarten wird kurzerhand in den Regelkreis eingegriffen und die Karten vorgezogen. Das System hält der Belastung stand. Doch jetzt trifft auch noch eine Kundenreklamation ein. Wer kümmert sich darum?
Ende der zweiten Runde.
Wie nach der ersten Runde die Kennzahlen:
 |
| Die zweite Runde war deutlich positiver |
Die erste Erkenntnis, die Bestände sind hoch.
Das positive Feedback vom Kunden, alle Bestellungen wurden termingerechnet ausgeliefert.
An der Qualität muss noch gearbeitet werden.
Durch die neuen Abläufe war ein ruhigeres und gleichmäßigeres Arbeiten möglich.
Unter Strich haben wir einen Gewinn erwirtschaftet.
In der Zusammenfassung gab es die Erkenntnis, dass wir eine Verbesserung erreicht haben. Die Abläufe aber nicht so belassen können, denn in der Praxis hat sich gezeigt, dass wir keine Stelle für Kundenreklamationen hatten, im Bereich der Umlaufbestände noch ein großes Potenzial liegt. In dem geänderten System sind neue Aufgaben angefallen, denen keine Verantwortlichkeiten zugeordnet wurden, die Kapazität war aber vorhanden.
Eine Situation wurde im Nachgang noch etwas genauer betrachtet. Durch die Optimierung sind 3 Positionen entfallen, doch gesprochen wurde nicht darüber. Zwar waren die Kollegen bei dem Optimierungsprozess dabei, doch darf der soziale Aspekt nicht einfache unter den Tisch fallen.
Durch die zweite Runde wurden deutlich, dass eine Verbesserung erreicht wurde. Durch die Veränderung sind neue Problem aufgetreten, die gelöst werden müssen.
Besonders spannend fand ich es, mein eigenes Handeln anhand von Bildern, die an einer Wäscheleine aufgehängt wurde, vor Augen geführt zu bekommen und so auch eine persönliche Reflektion des Tages für mich möglich war.
Fazit:
Die Wirklichkeit hat uns wieder. Denn genau diesen Prozess erleben wir jeden Tag bei der Arbeit und im Privatleben.
Zum Schluss konnte ich meine erste Frage beantworten:
Ja, die Fabrik im Seminarraum funktioniert und sie war sehr realistisch!
Ein spannender und lehrreicher Tag ist zu Ende.
——————————————————————————————————————————————————————-
PS: Ich danke Frau Ute Nemeth ganz herzlich für diesen Bericht, der zu großen Teilen von Ihr geschrieben wurde.
Ute, vielen Dank!

 RSS – Beiträge
RSS – Beiträge