In diesem Beitrag möchte ich euch Dr. Demings 14 Prinzipien guten Managements vorstellen und aufzeigen, wie sie das Lean Management System beeinflusst haben.
Demings Leben und Werk
William Edward Deming war ein amerikanischer Professor, Ingenieur und Berater, der zunächst Elektrotechnik und danach Mathematische Physik studierte. Er betätigte sich auf vielen Feldern, angefangen von der statistischen Prozesslenkung, über das Systemdenken hin zur menschlichen Psyche. Am bekanntest wurde er wohl für seine Arbeit als Berater für Qualitätsmanagement in japanischen Unternehmen. Bis heute gibt es deswegen den sogenannten Deming-Preis.
Zusammen mit Dr. Walter Shewart entwickelte er den Shewart-Cycle, den wir heute als PDCA-Kreis kennen.
Die 14 Punkte guten Managements
In seinem Werk „Out of the Crisis“ beschreibt Deming 14 Prinzipien, die er als Erfolgsfaktoren für eine erfolgreiche Unternehmenstransformation herausgearbeitet hat.
- Schaffe ein unveränderbares Unternehmensziel in Hinblick auf die ständige Verbesserung von Produkten und Dienstleistungen, um dauerhaft wettbewerbsfähig zu sein.
- Wende die neue Philosophie an. Wir sind in einem neuen Ökonomischen Zeitalter und das (westliche) Management muss sich den neuen Herausforderungen stellen.
- Beende die Abhängigkeit von Qualitätskontrollen. Qualität wird nicht am Ende in das Produkt kontrolliert, sondern gleich zu Beginn eingebaut.
- Höre auf, Geschäfte auf Basis des günstigsten Preises zu vergeben. Betrachte vielmehr die totalen Kosten eines Produktes oder einer Dienstleistung. Nutze für jedes Produkt nur einen Lieferanten, mit dem du ein längerfristiges und vertrauensvolles Verhältnis aufbaust,
- Verbessere das System zur Erstellung der Produkte konstant und für alle Zeit.
- Führe „Training on the Job“ ein.
- Führe eine neue Form von Führung ein. Führung sollte sich darauf konzentrieren Menschen und Maschinen zu helfen ihre Aufgaben erfolgreich zu erledigen.
- Treibe die Angst aus dem System. Eine Kultur, in der Fehler offen angesprochen werden, hilft dir Ursachen für Probleme zu finden, diese langfristig abzustellen und dadurch kontinuierlich besser zu werden.
- Reiße die Mauern zwischen den Abteilungen ein. Bereiche wie Einkauf, Entwicklung, Produktion und Vertrieb müssen Hand in Hand arbeiten, um Probleme für die Produktion und den Service schon frühzeitig zu erkennen und Maßnahmen einleiten zu können.
- Verzichte auf Slogans und Ziele für die Mitarbeiter, die nach Null-Fehler oder neue Höhen der Produktivität fordern. Erkenne, dass viele dieser Ziele nicht von den Mitarbeitern sondern vom System beeinflusst werden und die Mitarbeiter aufgrund dieser Hilflosigkeit demotiviert werden.
- Verzichte auf feste Quoten und Leistungsvorgaben für die Mitarbeiter. Ersetze sie mit guter Führung, um den Mitarbeitern klar zu machen, warum die Aufgaben wichtig sind und erledigt werden sollten.
- Beseitige alle Hindernisse, die den Mitarbeitern daran hindern stolz auf seine Arbeit zu sein.
- Führe ein ganzheitliches Asublidungsprogramm ein und fordere und fördere die Selbst-Entwicklung eines jeden einzelnen.
- Nutze jeden im Unternehmen, um die Transformation voranzubringen.
Die Anwendung im Lean Management System

Management Bausteine (by paryloOO)
Die 14 Punkte guten Managements nach Deming haben sich erkennbar im Laufe der Zeit entwickelt. Während er sich in den ersten Punkten noch mit relativ kleinteiligen Maßnahmen beschäftigt, die ein Unternehmen auf dem Weg zum Erfolg unterstützen, behandeln die letzten Prinzipien ehere generelle Aussagen zu guter Führung eines Unternehmens.
Generell können wir viele bzw. alle der Prinzipien in einem Lean Umfeld anwenden. Angefangen von einer Unternehmensvision, die klar macht, warum das Unternehmen besteht und sich deutlich zur kontinuierlichen Verbesserung positioniert. Weiter mit einem geänderten Qualitätsverständnis. Anstatt mittels vieler Qualitätskontrolleure, die am Ende des Produktionsprozesses die Qualität kontrollieren und ggf. das Produkt nacharbeiten, sollte es Ziel sein die Qualität bereits in das Produkt einzubauen, was bedeutet, dass man den Fertigungsprozess so gestaltet, dass Fertigungsfehler von vornherein ausgeschlossen werden (Poka-Yoke) oder sofort erkannt werden, um dann sofort zu reagieren, anstatt das Produkt bis ans Ende der Fertigungslinie weiterfließen zu lassen. Hierzu benötigt man natürlich sehr gut ausgebildete Mitarbeiter, die am Besten am Prozess direkt diese Fähigkeiten der unmittelbaren Qualitätskontrolle erlernen und eine Kultur, die es ermöglich Fehler sofort aufzuzeigen, ohne mit negativen Konsequenzen rechnen zu müssen.
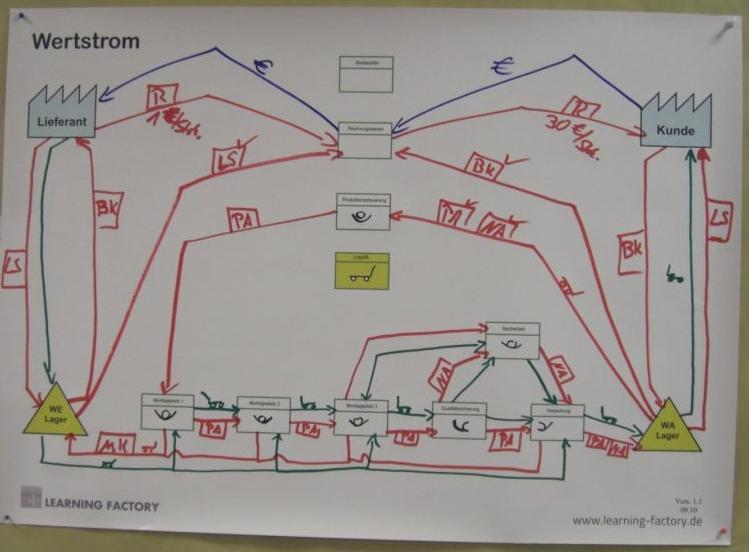
Ein weiterer Punkt, der in den Prinzipien nach Deming deutlich wird, ist die Denkweise in Wertströmen. Er beschreibt, wie Abteilungen zussammenarbeiten müssen, um schon frühzeitig mögliche Probleme bei der Herstellung und dem Service von Produkten erkennen zu können. Hierzu bedarf es der engen Koordination zwischen Einkauf, Entwicklung, Vertrieb und Produktion. In Prinzip 4 beschreibt er zudem, dass man die Entscheidungen (zum Beispiel im Einkauf) nicht auf Basis des günstigsten Angebotes machen darf, sondern immer die gesamten Kosten einer Entscheidung betrachten muss. Was bringt mir eine Einsparung von 5 Cent im Einkaufspreis, wenn ich dafür eine 6 monatige Wiederbeschaffungszeit in meinem Lager abpuffern muss. Ich habe dadurch mehr als 5 Cent an Ausgaben an Lagerfläche, Transport und gebundenen Kapital.
Ein weiterer wichtiger Punkt, ist das veränderte Verständnis von Führung. Deming wird das Zitat zugesprochen:
Es ist der Prozess, nicht die Leute
In seinem Verständnis von Führung macht es gar keinen Sinn den Mitarbeitern irgendwelche Ziele oder Akkordquoten vorzugeben, da sie die Ergebnisse gar nicht beeinflussen können, denn die Ergebnisse sind vom System vorgegeben. Nun werden viele an dieser Stelle denken, dass es ohne Ziele doch gar nicht geht. Der unterschied aus meiner Sicht liegt in der Art der Ziele. Wenn ein Unternehmen ein Ziel vorgibt, dass es um 10% wachsen will, kann man sich überlegen, wie man das System verändern muss, um dieses Ziele zu erreichen, man schraubt nicht einfach pauschal alle Ziele für alle Mitarbeiter um 10% hoch, sondern überlegt, wie man das System verändern kann.
Deming geht ganz klar davon aus, dass ein Mitarbeiter immer willens ist, sein bestes zu geben und nur durch das Management demotiviert wird, da es ihm Ziele vorgibt, die in dem gegebenen System nicht erreichbar sind. Weiter geht er davon aus, dass sich Mitarbeiter von selbst Weiterbilden wollen und immer nach mehr streben. Persönlich kann ich diese Sichtweise nachverfolgen. Wenn ich an die vielen Mitarbeiter denke, die ich kennen lernen durfte, sind die jungen Mitarbeiter noch willig ihr bestes zu geben und hungrig weiter voran zukommen. Mitarbeiter die schon lange durch „das System“ versaut wurden, machen nur noch das nötigste und haben sich Herausforderungen außerhalb der Arbeit gesucht, da sie erkannten, dass sie nicht gefordert oder gefördert werden.
Ich kann jedem nur empfehlen, sich diese 14 Prinzipien guten Managements von Deming immer wieder anzuschauen und sich selber zu hinterfragen, welche der Prinzipien man konsequent umsetzt und welche nicht.








 RSS – Beiträge
RSS – Beiträge