Die Woche aus Sicht von drei LeanThinkern
In dieser Folge von Wie war eure Woche reden wir über unsere ersten Lean Bücher
Sehen Lernen - Lean, Produktivität und Selbstmanagement
Lean Einführung von Anwendern für Anwender
Die Woche aus Sicht von drei LeanThinkern
In dieser Folge von Wie war eure Woche reden wir über unsere ersten Lean Bücher
Gerade für Neulinge im Bereich Lean ist es teilweise sehr verwirrend und schwierig zwischen den ganzen Problemlösungsmethoden zu unterscheiden. Warum brauche ich für den DMAIC im SixSigma eine komplizierte Ausbildung? Was ist der Unterschied zum PDCA? Warum macht Toyota PDCA, A3 und TBP (Toyota Business Practice)? Und was überhaupt ist ein 8D?
Die unterschiedlichen Problemlösungsmethoden haben alle ihre Vor- und Nachteile und werden je nach Anwender auch unterschiedlich angewendet. Deshalb versuche ich hier einen Überblick zu den einzelnen Methoden zu geben und deren Anwendungsbereiche aufzuzeigen.
Folgende zwei Fragen helfen bei der Auswahl der richtigen Problemlösungsmethode:
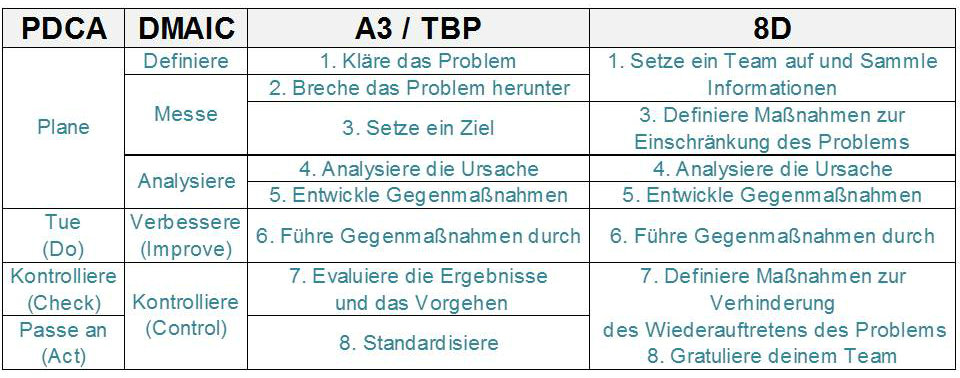
Alle Ansätze haben gemeinsam, dass sie einer wissenschaftlichen und methodischen Vorgehensweise zur Problemlösung folgen. Zudem kann man ganz verallgemeinernt sagen, dass die Phasen der Problemlösungen miteinander übereinstimmen, wie es in der Grafik angedeutet wird:
Problemloesungsmethoden
PDCA: Der PDCA-Krei, auch Deming-Kreis genannt, ist die klassische Problemlösungsmethode im Lean Umfeld. Der Gedanke des PDCA liegt allen anderen Methoden zu Grunde und fußt auf dem Gedanken der kontinuierlichen Verbesserung. Sobald ein Prozess verändert wurde, wird dieser standardisiert und mit der nächsten Planungsphase begonnen. Wie im Schaubild ersichtlich, sollte die Planungsphase einen großen Teil des Gesamtaufwandes beinhalten. Es gilt hier der Satz von Dwight D. Eisenhower: „Pläne sind nichts, Planung ist alles.“
DMAIC: Die Problemlösungsmethode mittels DMAIC enstammt der SixSigma welt und eignet sich insbesondere für größere und komplexere Probleme, bei denen eine große Menge an Daten zur Verfügung steht und diese sinnvoll verarbeitet werden sollen. Aufgrund der großen Datenmengen, wird bei der Anwendung des DMAIC häufig auf statistische Tools zurückgegriffen, weswegen die SixSigma-Ausbildung auch so lang ist. Üblicherweise sind Projekte, die mittels DMAIC gelöst werden, über einen längeren Zeitraum angelegt, dies hängt von der Komplexität des Problems ab.
A3/TBP: Der A3-Report ist ein von Toyota entwickeltes Werkzeug, um die Denkweise der Toyota Business Practice auf ein Stück A3-Papier zu visualisieren. Im Allgemeinen handelt es sich um einen 8-stufigen PDCA-Kreis, bei dem die einzelnen Schritte einfach deutlicher herausgearbeitet wurden. Der A3 hilft dem Anwender bei zwei Aufgabenstellungen der Problemlösung:
8D: Der 8D Problemlösungsprozess oder auch 8D-Report genannt, entstammt hauptsächlich der Automobilindustrie. Er wird dort hauptsächlich hierfür verwendet, um schnell auf Kundenreklamationen oder Qualitätsprobleme bei gelieferten Bauteilen zu reagieren. Die ersten drei Schritte werden üblicherweise von einem extra eingerichteten Team (häufig Task-Force genannt) durchgeführt und die Ergebnisse innerhalb von 3 Tagen an den Kunden zurückgemeldet, damit dieser in der Problemläsung involviert ist und den Fortschritt mitbekommt.
Diese Aufzählung von Problemlösungsmethoden hat natürlich keinen Anspruch auf Vollständigkeit und auch müssen nicht alle Probleme mittels einer dieser Methoden gelöst werden. Allerdings helfen diese Methoden bei mittleren und größeren Problemen bzw. Aufgaben.

Podcast: Play in new window | Download
Subscribe: Apple Podcasts | RSS
![]()
In dieser Episode des Lean Lernen Podcast interviewe ich Dr. Mario Buchinger. Er ist Kaizen-Trainer mit langjähriger Erfahrung im Bereich Kaizen und Lean und konnte während seiner Ausbildungszeit direkt von japanischen Trainern an der Quelle lernen.
Im Podcast besprechen wir:
http://www.buchingerkuduz.com/
https://www.xing.com/profile/Mario_Buchinger2
http://sehen-lernen.com/lean-stammtisch-stuttgart/
Taiichi Ohno – Das Toyota Produktionssystem
Taiichi Ohno – Workplace Management
Masaaki Imai – Kaizen
Masaaki Imai – Gemba Kaizen
Womack und Jones – Die zweite Revolution in der Autoindustrie
Womack und Jones – Lean Thinking
Womack und Jones – Lean Solutions
Die Woche aus Sicht von drei LeanThinkern
In diesem Video der Wie war eure Woche Reihe erzählt uns Bernd Albrecht über den World Class Manufacturing Congress, den er in Slovenien besuchen konnte und warum Lean bereits in der Entwicklung anfangen sollte.
Podcast: Play in new window | Download
Subscribe: Apple Podcasts | RSS
![]()
In dieser Folge von Lean Lernen geht es um das teuflische Drei-Gestirn der Verschwendung.

Viele Unternehmen starten bei ihrer Lean Reise mit dem Eliminieren von Verschwendung.
Die wichtigsten Verschwendungsarten habe ich in der letzten Folge von Lean Lernen bereits erläutert, die da sind:
Verschwendung oder japanisch muda wird meistens von zwei weiteren Übeln begleitet, bzw. teilweise von Ihnen verursacht.
Während muda aussagt, dass man etwas unnötig tut, beschreibt mura, dass ein Prozess unausgeglichen ist. Das heißt ein Prozess läuft zum Beispiel nur stoßweise. Dies führt dazu, dass die Ressourcen des Prozesses für die maximale Kapazität ausgelegt sein müssen, da es sonst zu Störungen im Fluss kommt.
Man kann sich das so vorstellen wie einen Bach. Solange das Wasser kontinuierlich in der gleichen Menge durch den Bachlauf fließt, reicht dieser aus.
Sobald aber durch zu starken Regen oder Schmelzwasser die Menge an Wasser steigt, kann es passieren, dass der Bach über die Ufer steigt und eine Überflutung verursacht.
Um dies zu verhindern kann man entweder einen Deich bauen, was nur das Auftreten der Überflutung verhindert. Oder man kann Staustufen in den Bachlauf einbauen, die versuchen den Fluss des Baches so zu regulieren, dass dieser auch beim auftreten von größeren Mengen an Wasser kontinuierlich fließt.
muri wiederum beschreibt, dass ein Prozess überlastet ist. Diese Überlastung für den Prozess, den Menschen oder die Maschine führen zu einem stärkeren Verschleiß und schließlich zu ausfällen.
Wie bereits beschrieben sind die Unternehmen, die sich für Lean halten, mitlerweile ganz gut auf der Suche nach muda, vor allem, da es hierfür eine Menge an Tools und Schulungen gibt.Da sich die drei M’s allerdings gegenseitig beeinflussen, sollte Ihr Blick sich auch für die anderen beiden Arten öffnen. Häufig wird Ihnen auffallen, dass Sie muda nicht ohne die vorherige Beseitigung der anderen beiden Verschwendungsarten eliminieren können.
Viele der bei uns verwendeten Teile werden in Kartonageverpackungen angeliefert. Um diese zu Entsorgen gibt es eine große zentrale Kartonagepresse, in der alle Kartonabfälle des gesamten Werkes und des Auslieferungszentrums, welches am anderen Ende der Stadt liegt, zu Ballen gepresst werden, die daraufhin entsorgt werden.Die Presse hat eine Zykluszeit von ca. 1 Palette Kartonageabfall pro Minute. Der Abfall aus dem Montagebereich wird durch Stehstapler angeliefert und auf einer Pufferfläche abgestellt. Die Anlieferungsfrequenz beträgt grob geschätzt 0,3 Paletten pro Minute. Zusätzlich kommt der Abfall aus anderen Werksbereichen, der jede Stunden durch einen Stapler in mehreren Fahrten aufeinmal angeliefert wird. Dies sind ca. 8 Paletten pro Anlieferung, also 0,1333 Paletten pro Minute.
Die Woche aus Sicht von drei LeanThinkern
In diesem Video aus der Reihe „Wie war eure Woche“ diskutieren Bernd Albrecht, Ralf Volkmer und ich über die Esoterik der Lean-Branche und ob Notizblöcke, die sich selbst auflösen, Verschwendung eliminieren.
5S ist häufig der erste Schritt, den Unternehmen tun, wenn sie sich entschlossen haben mit Lean/Kaizen/KVP zu beginnen.
Ob dies der richtige Schritt ist oder nicht, wird gerne und häufig unter sogenannten Experten diskutiert. Auf der einen Seite bringt es nichts mit einem 5S Programm anzufangen, wenn die Probleme, die der Kunde mit dem Unternehmen hat, in einem ganz anderem Bereich liegen.
So sagen einige Anwender: „Was bringt es, wenn ich eine saubere Werkshalle habe, der Kunde aber aufgrund langer Wartezeiten trotzdem zur Konkurrenz geht?“
Dieser Einwand ist sicherlich berechtigt und zeigt auch das von mir favorisierte Lean-Denken in Kundenproblemen. Ein Unternehmen bzw. ein Bereichsverantwortlicher sollte sich immer Gedanken machen, was für Probleme seine internen und externen Kunden mit ihm haben und versuchen dieses Problem mittels einer wissenschaftlichen Problemlösungsmethode (PDCA) anzugehen.

Verschwendungs Tafel
Auf der anderen Seite ist 5S mit die Grundlage für alle weiteren Schritte in einem kontinuierlichen Verbesserungsprozess. Ohne stabile Prozesse können Verbesserungen nicht funktionieren und 5S dient der Schaffung dieser Stabilität. In einem aufgeräumten und sauberen Bereich, fallen Abweichungen vom Standard schneller auf und bieten somit die Möglichkeit Probleme frühzeitig zu erkennen und abstellen zu können.
So fällt in einem chaotischem Bereich überhaupt nicht auf, dass das Material für den dringenden Kundenauftrag schon seit mehreren Tagen zur Bearbeitung wartet, da es einfach irgendwo hingestellt wurde und in der Zwischenzeit weitere Aufträge dazugekommen sind, die davor oder auf das Material gestellt wurden.
Hier hilft 5S indem es für jedes Material einen definierten Stellplatz gibt, der klar gekennzeichnet ist und durch eine einfach Konstruktion so gestaltet wurde, dass immer der aktuelle/älteste Auftrag zur Bearbeitung ansteht, alle weiteren Aufträge reihen sich dahinter ein.
Im Folgenden möchte ich dir 5 Tipps auf den Weg mitgeben, wie du 5S auch in deinem Bereich erfolgreich einführst.
Es ist nicht ratsam 5S gleich in der gesamten Firma einführen zu wollen (außer du führst eine sehr kleine Firma), da die Menge an Problemen dich sonst erschlagen wird. Hier empfiehlt es sich einen kleinen Bereich auszuwählen und dort einen 5S Workshop durchzuführen. Am besten ist, du nimmst dir den schlimmsten Bereich im Zusammenhang mit Ordnung und Sauberkeit vor, da man hier die größten Veränderungen sehen kann und die Erfolge dann plakativ die Möglichkeiten von 5S aufzeigen.
Zu Beginn des 5S Workshops solltest du allen Anwesenden (mindestens das Team des Bereiches und der Meister/Abteilungsleiter) einen Überblick über die Ziele des Unternehmens geben und wie die 5S Aktivitäten in diese Ziele mitreinspielen. Nutze die Gelegenheit nochmals die Unternehmensvision zu kommunizieren und zu betonen, dass sich das Unternehmen der kontinuierlichen Verbesserung verschrieben hat. Anschließend solltest du einen Überblick über die 7 Verschwendungsarten geben, klar machen warum diese die Unternehmensvision negativ beeinflussen und wie du sie mit den 5 Schritten von 5S bekämpfen kannst.
Die Führungskräfte des betroffenen Bereiches, genauso wie deren Vorgesetzte müssen die Idee hinter 5S verstanden haben und sich selbst dazu verpflichtet haben dieses Vorgehen zu unterstützen. Dies heißt nicht nachher über 5S zu lästern und selber Vorbild zu sein. Es bringt nichts, wenn die Mitarbeiter das Büro nach 5S Gesichtspunkten überarbeitet haben und auf dem Schreibtisch des Chefs finden sich vor lauter Zetteln und Akten die Maus und Tastatur nicht mehr. Ebenso muss den Führungskräften klar sein, dass sie die einmal geschaffenen Standards tagtäglich einfordern müssen und jede Abweichung hinterfragen müssen. 5S ist kein einmaliges Event.
5S ist eine super Methode, um einen schnellen Erfolg in einem Bereich zu erzielen und das Gefühl, das sich am Ende eines Workshops einstellt ist absolut befreiend. Jeder kennt es, wenn er zum Frühjahresputz mal so richtig ausmistet und sich darüber freut den ganzen alten Plunder losgeworden zu sein. Doch wie schon in der Einleitung beschrieben ist 5S nur ein Werkzeug im Gesamtsystem von Lean/Kaizen/KVP. 5S macht Verschwendung nur leichter sichtbar, doch in den seltensten Fällen liegt die Ursache in der Unordnung, sondern in vorgelagerten Prozessen, die mittels PDCA angegangen werden müssen. Ich habe schon viele Unternehmen kennen gelernt, die sich mit 5S verkünstelt haben und jahrelang 5S machten und nichts anderes, da sie „Angst“ vor dem nächsten Schritt hatten.
Aber am Ende ist ordentliche und saubere Verschwendung immernoch Verschwendung!
Wie bereits unter Punkt 3 beschrieben, ist 5S kein einmaliges Projekt, das ich nach Beendigung des Workshops abhaken kann. Es geht vielmehr bei jedem aber vor allem bei den Führungskräften eine Sensibilisierung für Verschwendung zu schaffen. Deshalb ist es extrem wichtig einen Plan zu haben, wie der geschaffene Standard gehalten und verbessert werden kann. Hierzu eignen sich Checklisten sehr gut, die es dem Team und den Führungskräften ermöglichen den Bereich regelmäßig zu auditieren und zu bewerten. In regelmäßigen Diskussionen zu den Ergebnissen sollten Probleme angesprochen werden und Möglichkeiten für Verbesserungen aufgezeigt werden.
5S ist eine der einfachsten Methoden und dennoch eine der wichtigsten. Sie hilft dir und deinem Team Verschwendung zu erkennen, Prozesse zu stabilisieren und somit die Möglichkeit für Verbesserung zu schaffen. Wichtig ist dabei, dass du 5S nicht als einmaliges „Putz-Tool“ ansiehst, sondern als eine Art Training für die Einhaltung von Standards und das Erkennen von Verschwendung – eben Sehen Lernen.
Podcast: Play in new window | Download
Subscribe: Apple Podcasts | RSS
![]()
Wenn man sich für Lean interessiert stößt man schnell auf die 7 Verschwendungsarten.
Was mir dabei häufig auffällt ist, dass die Verschwendungsarten zum Selbstzweck erhoben werden und man mit Kaizen Teams drauf los läuft, um diese Verschwendung aus dem Bereich zu treiben. Bei der US Army gibt es dazu den Spruch: War on Waste.
Dabei sind die Verschwendungsarten nur ein Indikator für ein schlechtes System. Nicht die Verschwendungsart an sich sollte bekämpft werden, sondern die Ursache, die die Verschwendung erst verursacht.
Um Verschwendung besser verstehen zu können, muss man sich erstmal bewusst machen, was das Gegenteil von Verschwendung ist und das ist der Mehrwert. Am Ende geht es im Geschäftsleben nur darum was für einen Mehrwert ich meinem Kunden bieten kann, also welches Problem des Kunden ich mit meinem Produkt oder Service gerade löse.
Eine Firma die Bohrmaschinen herstellt löst dem Kunden nicht das Problem, dass er gerade keine Bohrmaschine hat, sondern dass er ein Loch in der Wand haben möchte. Und wenn wir noch weiter gehen, möchte er nicht das Loch in der Wand sondern das Regal aufgehangen haben und für uns als Firma eröffnen sich ganz neue Möglichkeiten, wie zum Beispiel lösbare und dennoch starke Klebestreifen.
Deshalb ist es als Unternehmen so wichtig den gemba Kunden genau zu kennen und diesen so häufig wie möglich nach seinen Problemen zu befragen und ihn zu beobachten.
Also ist der Mehrwert etwas, das das Problem des Kunden löst und er bereit ist dafür zu bezahlen, sofern es beim ersten Mal nach seinen Wünschen gefertigt wird.
Die Verschwendungsarten helfen uns einfach nur dabei zu erkennen wo in unserem Prozess kein Wert erstellt wird.
Podcast: Play in new window | Download
Subscribe: Apple Podcasts | RSS
![]()
In dieser Episode von Lean Lernen darf ich euch Angela Reeg-Müller vorstellen. Sie berät Unternehmen und Personen zum Thema Lean Administration. Wie man möglichst effektiv und effizient arbeiten kann. In diesem Interview verrät uns Angela, wie sie zum Thema Lean kam und wie sie ihr Selbstmanagement betreibt.
Infos zum Swimlane Diagramm
Infos zum Makigami
Tomato Timer für die Pomodoro Methode
Ein Produktionssystem im Lean-Sinne besteht aus zwei Säulen. Just-In-Time und Jidoka. Just-In-Time vereinigt alle Elemente, die es dem Unternehmen ermöglichen einen schnellen Auftrags- und Materialfluss durch das Unternehmen zu erzeugen. Jidoka wiederum beschreibt alle Elemente, die sicherstellen, dass dieser Materialfluss fehlerfrei durch das Unternehmen fließt bzw. Abweichungen schnell entdeckt werden.
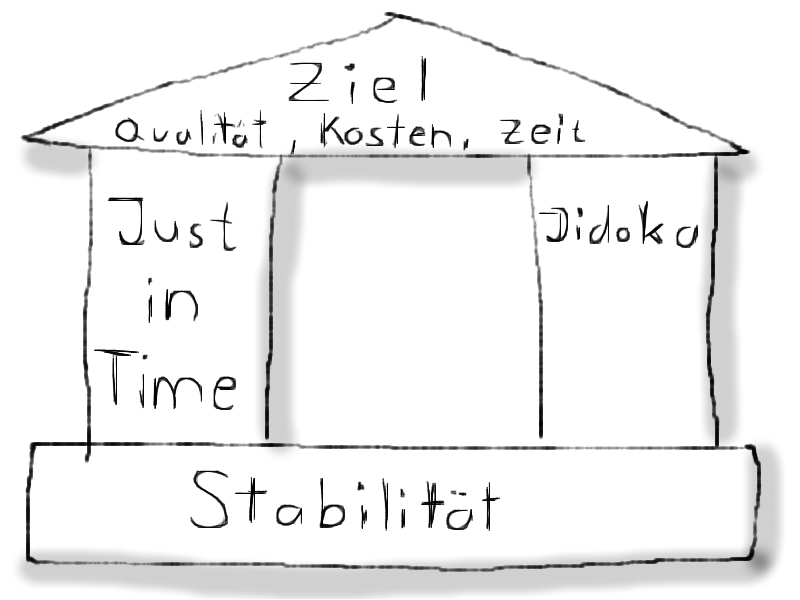
Lean Produktion System
Wie in einigen anderen Artikeln bereits beschrieben, haben wir für unseren Materialfluss die Vision, Null-Bestand in der Montage vorzuhalten – also nur das für den Auftrag benötigte Material bereitzustellen – bei einer Wiederbeschaffungszeit von einer Stunde und einem Pitch von einer halben Stunde. Ein Pitch steht hierbei für ein mehrfaches der Taktzeit. So kann die Taktzeit für eine Maschine zum Beispiel bei ca. 1 Minute liegen. Da wir die Fertigware in Paletten befördern, ist der Pitch das Mehrfache der Fertigware, die in eine Fertigwaren-Palette reinpassen, so zum Beispiel 30 Minuten. Auf diese 30 Minuten werden alle Prozesse, wie Bestell- und Anlieferzeiten angepasst.
Um dieses Ziel zu erreichen, laufen bei uns viele Aktivitäten in den unterschiedlichsten Bereichen der Produktion. Was dabei auffällt, ist, dass Veränderungen unterschiedlich schnell statt finden.
Was meine ich damit? Nun Veränderungen, die zwar notwendig sind, um unser Ziel zu erreichen, aber hinter denen keine Dringlichkeit steht, brauchen länger als Projekte mit einer festen Deadline. So haben wir unsere Vision schon seit einigen Jahren etabliert und sind von einem Materialbestand von einem Tag in der Montage auf zwei Stunden gekommen. Als wir diese zwei Stunden erreicht hatten, trat eine Phase der Stabilisierung ein, die nun schon, trotz aller Bemühungen weiter zu machen, ein bis zwei Jahre andauert.

Der Materialfluss in der verschwendungsfreien fließenden Fabrik
Nun haben wir beschlossen unser Werkslayout neu zu gestalten und Produktionsflächen stärker zu verdichten. Dies führte dazu, dass wir nicht mehr so viel Platz für Material zur Verfügung hatten und uns überlegen mussten, wie wir mit der neu zur Verfügung stehenden Fläche auskommen würden. Da wir alle seit langem die Vision im Kopf hatten, waren wir uns relativ schnell einig, dass man diese Veränderung als Chance sehen müsse, um einen großen Schritt zu tun und von zwei Stunden Material in der Montage hin zu einem kontinuierlichen Materialfluss aus dem Lager in die Montage zu kommen.
Da diese Veränderung mit einem endgültigen Abschlusstermin versehen wurde, da ein Werksteil verkauft werden sollte, konnten die unterschiedlichen Kräfte im Unternehmen auf dieses eine Veränderungsprojekt konzentriert werden und wir sind auf dem besten Wege das Ziel zu erreichen.
Ein Teilprojekt in diesem Zusammenhang war der Umzug unseres Kommissionierlagers – auch PickZone genannt. Dieser Bereich sollte zukünftig näher an die Montage liegen. Dies ermöglicht uns einen kontinuierlichen Materialfluss vom Wareneingang übers Lager in die Montage, ohne große kreuzende Materialflüsse.

Foto des alten Kommissionierbereiches
Im Zuge dieses Teilprojektes haben wir beschlossen, unsere Regale, die aus der Auflösung eines anderen Standortes stammten und damals nicht für ein Kommissionierlager gedacht waren, zu halbieren. Dies hatte auch zur Folge, dass wir die Kapazität unseres Lagers halbieren würden und das Material nun nicht mehr so lange in diesem Lager liegen würde können und zum nächsten Schritt fließen müsste.
Die alteingesessenen Lagerarbeiter waren schockiert. „Wir haben so schön hohe Hallen und nutzen den Platz dann gar nicht!“ – „Wohin soll dann das ganze Material, das wir da oben lagern?“ Bis zuletzt, nachdem wir die Regale aufgebaut hatten, kamen solche Kommentare. Die Mitarbeiter in dem betroffenen Lagerbereich allerdings empfanden die Veränderung als sehr angenehm. Wir haben beim Umzug darauf geachtet, die Regale mit Durchlaufrahmen zu versehen und die Befüll- und Entnahmeseiten voneinander zu trennen. So war es nun möglich das Material innerhalb der vorgegebenen Zeit zu entnehmen, da man sich nicht mehr mit den Befüllern im Weg stand.

Foto der neuen Durchlaufrahmen im Kommissionierbereich
Der größte Vorteil, der durch die Kürzung der Regale entstand, war, dass wir keinen Stapler mehr im Bereich benötigten. Früher konnten die Mitarbeiter im Kommissioniergang teilweise nicht arbeiten, da dort mit dem Stapler ein- oder ausgelagert wurde. Da wir nun keine hohen Regale mehr nutzten, brauchten wir auch den Stapler nicht mehr und die Mitarbeiter konnten sicher und vor allem ohne zu Warten arbeiten.
Was beeindruckend am kompletten Umzug war, war die Geschwindigkeit in der dieses Projekt angegangen wurde. Während wir früher mit mehreren Planern genau geplant hätten, wie die neuen Prozesse ablaufen sollten, ein Layout erstellt hätten, in dem der Standort eines jeden Regals haarklein definiert worden wäre und für die gesamte Planung ca. ein halbes Jahr gebraucht hätten, benötigten wir für unseren Umzug ca. 2 Monate.
Wir hatten einen klaren Endtermin, der uns zwang den Umzug innerhalb eines extrem kurzen Zeitraums zu bewerkstelligen.
Anstatt auf externe Planer zurück zu greifen, haben wir die Planung im Team mit den Mitarbeitern im Prozess gemacht. So haben wir zum Beispiel Hallenlayouts ausgedruckt und mit maßstäblich erstellten Bausteinen für Regale, Fahrwege beklebt und so etc. verschiedene Alternativen durchgespielt. Dadurch war es auch möglich, schnell Konsens über das „ideale“ Layout herzustellen. Hierbei half uns wiederum die Vision mit ihren Eckpfeilern des schnellen Materialflusses. Uns war klar, dass der Kommissionierbereich auf Schnelligkeit ausgelegt werden müsse und somit keine Stapler mehr im Bereich fahren dürften.
Sobald dieser Grundstein gelegt war, gingen die Planungen im Team weiter, was zu tun wäre, um den Umzug zu bewerkstelligen. Auch hier war dank der gemeinsamen Planung schnell ein Übereinkommen geschaffen, wer, was, bis wann zu tun hätte und wir konnten unseren Termin zum Umzug auf ein Wochenende terminieren, das uns sogar noch Luft bis zur endülgtigen Deadline brachte.
1.) Wenn keine zwingenden Gründe vorliegen, ist es schwer Veränderung zu gestalten. Deswegen musst du dafür sorgen, dass allen Beteiligten die Not zur Veränderung klar wird.
2.) Das gemeinsame Planen und das Einbeziehen der Mitarbeiter in einer sehr frühen Planungsphase brachte durch das bessere gemeinsame Verständnis für den Soll-Zustand eine Dynamik in den Veränderungsprozess, der uns ermöglichte vor der Deadline fertig zu werden.
3.) Das gemeinsame Verständnis für den Soll-Zustand erübrigte eine bis ins Detail festgelegte Planung. Durch das gemeinsame Ziel, reagierten alle Beteiligten immer im Sinne des Ganzen, wenn Probleme auftraten.
4.) Spaß bei der Arbeit und das gemeinsame Erfolge feiern, ist extrem wichtig, um den Mitarbeitern zu zeigen, was sie alles geschafft haben und so den Schwung aus der Veränderung mitzunehmen.
 RSS – Beiträge
RSS – Beiträge